

Research Article | DOI: https://doi.org/10.31579/2834-8532/004
Study of different operational techniques to improve the physiochemical properties of solvent borne paint
- Sheraz Ahmed Qureshi *
Institute of ChemicalEngineering & Technology, University of the Punjab, Lahore, Pakistan
*Corresponding Author: Sheraz Ahmed Qureshi, Institute of Chemical Engineering & Technology, University of the Punjab, Lahore, Pakistan.
Citation: Sheraz Ahmed Qureshi, (2022) Study of different operational techniques to improve the physiochemical properties of solvent borne paint. Clinical Genetic Research, 1(1); Doi: 10.31579/2834-8532/004
Copyright: 2022 Sheraz Ahmed Qureshi, This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Received: 23 September 2022 | Accepted: 29 September 2022 | Published: 04 October 2022
Keywords: agitator; attritor; basket mill; dispersion; gloss; opacity
Abstract
The aim of this study is to measure the impact of different operational techniques on properties of solvent borne paint. Solvent borne white paint samples having same composition were prepared by three different mills, i.e., Conventional Agitator, Attritor and Basket mill. It was observed that conventional agitator showed good results as compared to both attritor and basket mill in terms of whiteness, wet hiding, dry hiding and gloss. It was also shown that different operational techniques also affect total batch processing time and time to achieve optimum dispersion. The effects of particle size of paint samples were also examined. Bigger particle size resulted in better gloss, opacity, whiteness and viscosity.
Introduction
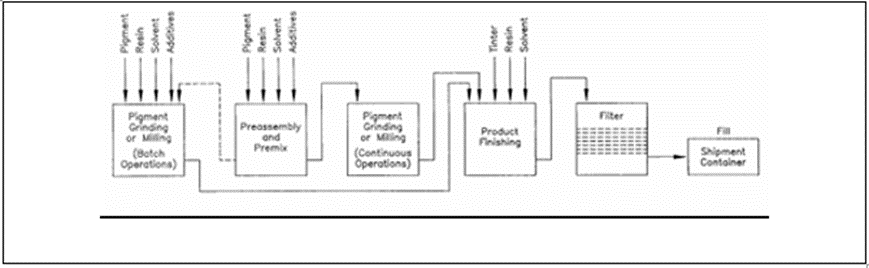
Paint is usually processed in a batch process. There are four stages involved in paint
production [1,2,3]. These steps are Premix, Pigment grinding. Finishing, Filling and Packaging. The paint manufacturing process is summarized in Figure. 1 [4].
Paint is processed with different machines one of which is an attritor. An attritor consists of a tank, shaft, balls and spokes attached to central shaft. When the shaft revolves, shear is created and balls grind and disperse the pigments. Proper dispersion is achieved along with binder and different additives. Binder, additives and pigments intermingle and ultimately paint is produced [5,6]. Conventional attritor is shown in Figure. 2(a). Another advantage of attritors is that higher loading materials or high viscosity slurries are easily processed [5,6]. Scheme of flow in attritor is shown in Fig. 2(b) [7].
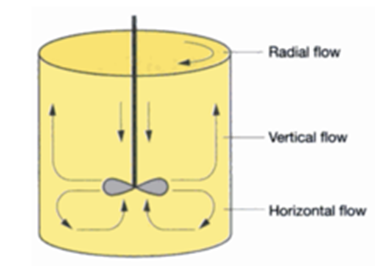
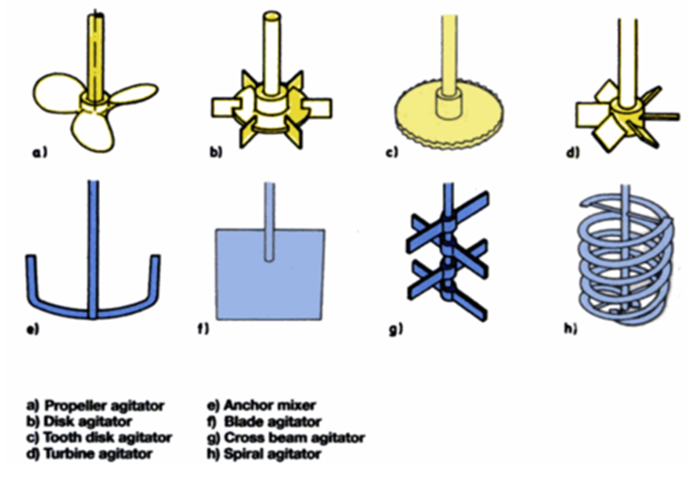
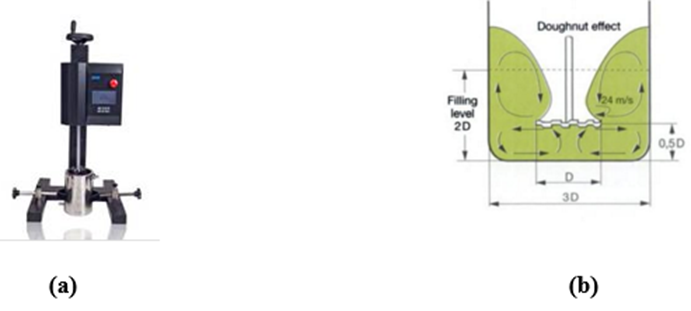
Agitators or High-speed dissolvers are used to process mill base and reduces time of operation in ball mill [5,6,8,9]. The characteristic flow in conventional agitator is shown in Figure. 3 [10]. During batch production, these agitators are used to process the mill base in a simple, fast and inexpensive way as compared to ball mill. In an agitator, mixing, dispersion, grinding, finishing all steps can be done effectively. Different types of agitators are shown in Figure. 4 [11]. A benefit associated with high speed dissolver is that they are less expensive and they require low maintenance. Agitators cannot break hard flocculates which is a drawback in using agitators [6]. Conventional agitator is shown in Figure. 5(a). Paint manufacturing dispersers (agitators) are of two types, variable speed and fixed speed dispersers. Variable speed dispersers are always preferred due to low dust creation during raw material loading. Powders are incorporated in tank at low revolution per minute due to which there is minimum dusting. After addition of additives and powders and complete wetting, revolution per minute is increased [12]. After proper dispersion of the mill base, solvent and binder are added. Binder helps to adhere the substrate and forms a durable film [6]. Scheme of flow of conventional agitator is shown in Figure. 5(b) [13].
The Basket mill is comprised of two shafts. The main shaft is the basket or media agitator shaft and the second is the batch agitator shaft. The basket mill is a submersible milling unit where it will achieve particle size reduction without the use of hard to clean pumps, hoses, and tanks. Conventional agitator is shown in Figure. 6(a). The basket mill allows a greater amount of material to pass through the milling chamber. More time is required to have dispersion in ball mills. Operation in ball mill is noisy also. The scheme of flow of basket mill is shown in Figure. 6(b) [14].
Different types of raw material are used during paint manufacturing. These include organic and inorganic pigments, different solvents, additives and binders/ resins. Color, hiding and durability are provided by pigments. Good quality pigments cover the entire color spectrum having brilliancy and hiding [8]. Vehicle consists of binder and solvent. Binders hold the pigments and fillers together and also in a continuous phase. Binder also adheres them to the substrate. Resins include alkyd resin, acrylic resin and vinyl acrylic resin [8,15]. Paint additives may include wetting agents, buffer, defoamers, rheology modifiers, biocides, surfactants, dispersing agents, etc [15].
Mixing process has been a subject of engineering interest for many years. The experimental studies and numerical simulations of mixing in chemical reactors, food industries and polymer processing are some examples of this interest [16,17]. Through the years researchers have been trying to find more efficient methods to improve the quality of mixing process. Many have studied the effects of geometry [18,19,20] operating condition [21] and rheological behavior of the fluid on quality of mixing [22,23] and also to predict the mixing time and to prepare the homogenization curves [24].


Material and Method
2.Experimental
2a. Material and Method
The following chemicals were used in the preparation of paint samples.
- Long oil alkyd resin, oil length 70%
- Titanium dioxide 128, (manufacturer: Cristal, Saudi Arabia)
- Zinc oxide, grade 100
- Kerosene oil
- Long oil alkyd resin, oil length 60%
- Cobalt octoate
- Calcium octoate
- Lead octoate
- Methyl ethyl ketoxime
- Dipentene, hydrocarbon
2b. Procedure for preparation of sample
Three solvent borne paint samples were prepared using basket mill, attritor and agitator consecutively. Firstly, the mill base of paint sample was prepared using basket mill by adding long oil alkyd 70% resin (88 gm) along with titanium dioxide (192 gm) and Zinc Oxide (2 gm).The agitation was carried out at 1400 rpm. The loading time of mill base in the basket mill was 10 min. After agitation, the dispersion of the mill was measured using dispersion Gauge (sheen UK, range 0-100 μm) and was found to be at 10 microns. The dispersion time of the mill base was 20 min. After the required dispersion, long oil alkyd 60% resin (579 gm), kerosene oil (107 gm), cobalt octoate (2.59 gm), calcium octoate (9.25 gm), lead octoate (6.16 gm), methyl ethyl ketoxime (1 gm) and dipentene (13 gm) were added. The agitation was continued for 5 minutes at 1000 rpm. The total processing time for producing the sample of solvent borne paint was observed to be 35 minutes.
The same procedure was repeated for the preparation of samples for Agitator and attritor. However, the mill base loading time and dispersion time were observed to be 5 min and 10 min respectively in both the mills. It was also observed that the total processing time with agitator was 20 min and with attritor was 30 min for producing the sample of solvent borne paint with the same composition as produced with basket mill.
2c. Determination of physical properties of paint samples
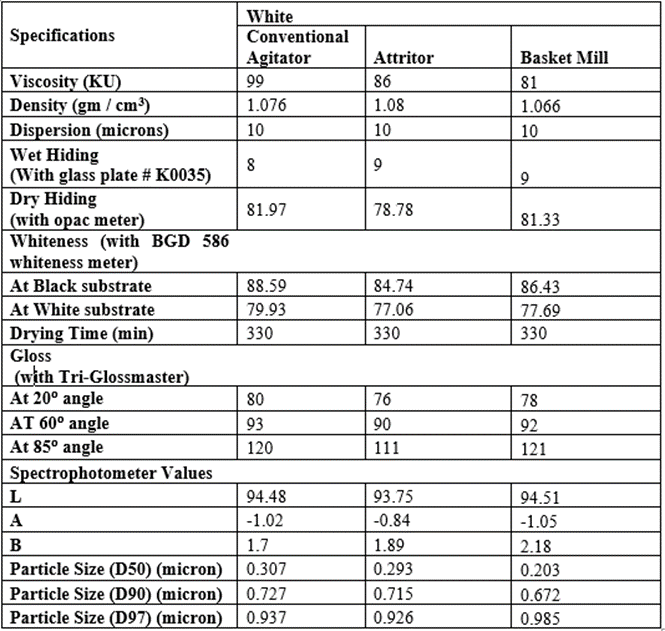
Solvent borne paint samples so prepared were applied on hiding power charts (sheen UK, Coated, 255 x 140 mm) with the help of Automatic Film Applicator (manufactured by BEVS Industrial Co. Ltd., China. Model Number: BEVS1811/2) following the standard ASTM D 823-95 as shown in Figure.7. An instrument cryptometer (with glass plates No. 3.5 with Wedge Constant K = 0.0035 and No. 7 with Wedge Constant K = 0.007, sheen UK) was used to check the wet hiding of paint samples. Cryptometers offer a quick method to determine the wet opacity, hiding power and coverage in square meters per liter of liquid coating materials [25]. Top Plates (No. 3.5 with Wedge Constant K = 0.0035 and No. 7 with Wedge Constant K = 0.007) were offered with each of the cryptometer products to cover a range of film thickness. ASTM D2457 test was followed to test the gloss or sheen of paint samples with the help of Tri-Glossmaster equipment (sheen UK, angles 20-60-85°). The values of paint dry hiding were determined with the help of spectrophotometer (data color 110). In order to find out drying time of latex paint samples, drying time recorder (Sheen, UK) was used. Standard test ASTM D1084 was followed to measure viscosities of samples by using Brookfield KU-1+ viscometer. Densities of the paint samples were determined using Pyknometer (sheen, UK) following the standard ASTM D1475. Dispersion of paint samples were determined by using Grind / Dispersion Gauge, (sheen, UK, range 0-100 μm). Malvern Mastersizer particle size analyzer (Malvern Mastersizer MS 3000, Malvern Instruments Ltd. UK) was used to determine the particle sizes of paint samples. The results so obtained are summarized in Table 1.
Results and Discussion
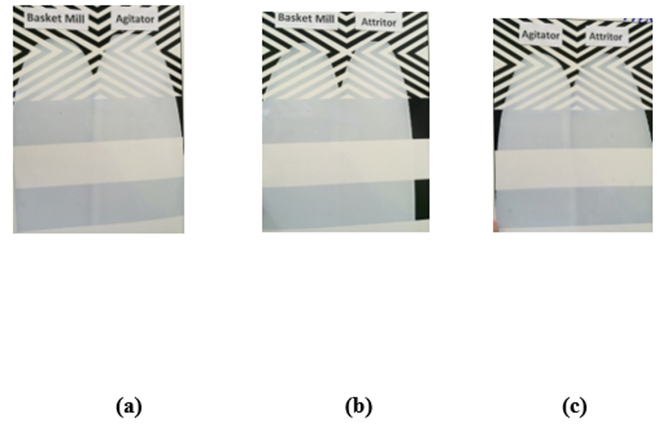
3.1. Panel cards Opacity
It could be observed from Figure. 7 that opacity of the paint sample produced in conventional agitator is more compared to basket mill and attritor. The reduction in opacity in case of basket mill and attritor could be attributed to reduced particle size of pigments, titanium dioxide and zinc oxide.
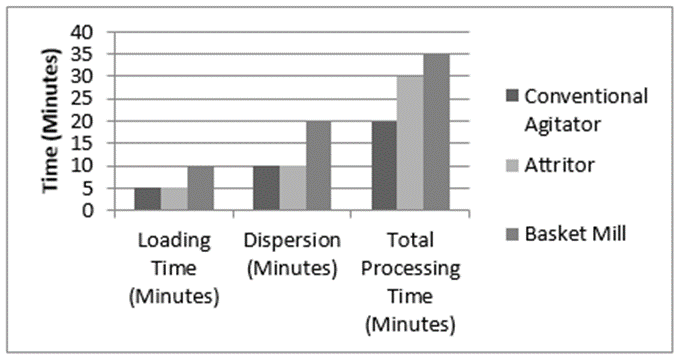
- Loading time, dispersion time and total processing times
Solvent borne paint sample made with conventional agitator showed better results during paint production in terms of reduced loading time, dispersion time and total processing times as given in Table 1 above and shown in Figure. 8.
From Figure. 8, it could be observed that loading time, dispersion time and total processing time for solvent borne paint produced using conventional agitator are better than observed in case of basket mill. However, it could be observed from Figure. 8 that the loading time and dispersion time for both attritor and agitator are same.
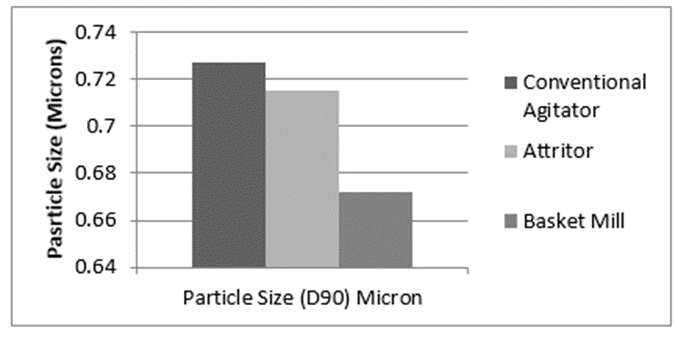
3.3. Particle size
The particle size comparison shows that the paint processed with conventional agitator resulted in coarser particle size as given in Table 1 above and shown in Figure. 9. The reduction in particle size is more in case of basket mill compared to attritor and conventional agitator (Figure. 9). This could be due to the fact that basket mill offers good shear force due to the presence of grinding/dispersion beads with diameter 2mm whereas attritor has grinding/dispersion beads with diameter 6mm. However, agitator does not have any beads and dispersion is only done with mechanical force of agitator blade.
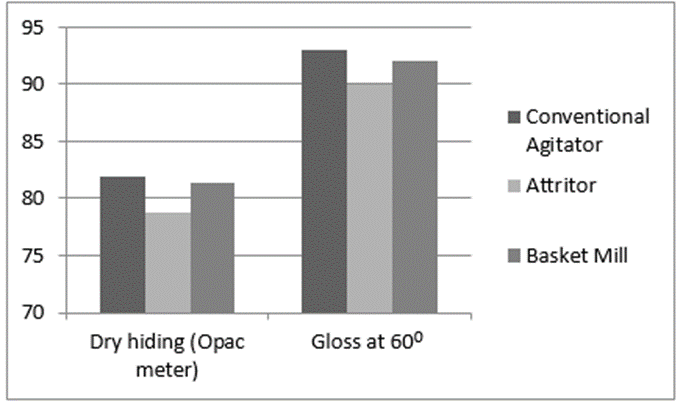
3.4. Gloss and Dry hiding
The sample of paint produced with conventional agitator resulted in better gloss and hiding as given in Table 1 above and shown in Figure. 10. The increase in gloss and dry hiding could be due to the reduced processing time with agitator compared to other two mills.
4. Conclusion
On the basis of observations, it could be concluded that different operational techniques would result in significant variations in the characteristics of the solvent borne paint. Among all three mills, agitator showed better results in terms of wet hiding, whiteness, gloss, dry opacity, reduced loading time, early dispersion time and low processing times. The variations in particle size could also influence the quality of paint samples. It was also observed that coarser particle size of paint resulted in better gloss, hiding, whiteness and viscosity.
5. Acknowledgement
The support from Brighto Paints Private Limited, Pakistan and The University of the Punjab, Lahore, Pakistan to conduct this research work is gratefully acknowledged.
References
- Premier Colloid Mills product brochure,
View at Publisher | View at Google Scholar - Zoga, Christ,
View at Publisher | View at Google Scholar - Lorton, Gregory A.,
View at Publisher | View at Google Scholar - McMinn, B. W., Marsosudiro, P. J. Control of VOC emissions from ink and paint manufacturing processes. United States Environmental Protection Agency, Office of Air Quality Planning and Standards Research Triangle Park NC 27711 EPA-450/3-92-013. (1992).
View at Publisher | View at Google Scholar - Storfer, Stanley J., Steven A. Yuhas, Jr.,
View at Publisher | View at Google Scholar - Exxon Chemical,
View at Publisher | View at Google Scholar - Goldschmidt, A., Streitberger, H., BASF Handbook on Basics of Coating Technology, 235. (2003).
View at Publisher | View at Google Scholar - Census of Manufactures, Industry Series. Miscellaneous Chemical Products. U.S. Department of Commerce. Washington, D.C. (1987).
View at Publisher | View at Google Scholar - Coatings and Ink Manufacturing, Rules and Regulations, B, 35. Bay Area Air Quality Management District (California). (1987).
View at Publisher | View at Google Scholar - Goldschmidt, A., Streitberger, H., BASF Handbook on Basics of Coating Technology, 223. (2003).
View at Publisher | View at Google Scholar - Goldschmidt, A., Streitberger, H., BASF Handbook on Basics of Coating Technology, 224. (2003).
View at Publisher | View at Google Scholar - U.S. Environmental Protection Agenc, Summary of State VOC Regulations Volume 2.Group III CTG and Greater Than 100 Ton Per Year Non-CTG VOC Regulations, EPA-450/2-88-004. Office of Air Quality Planning and Standards. Research Triangle Park, NC. (1988).
View at Publisher | View at Google Scholar - Goldschmidt, A., Streitberger, H., BASF Handbook on Basics of Coating Technology, 229. (2003).
View at Publisher | View at Google Scholar - Goldschmidt, A., Streitberger, H., BASF Handbook on Basics of Coating Technology, 240. (2003).
View at Publisher | View at Google Scholar - Reitter, Chuck,
View at Publisher | View at Google Scholar - Akiti. O., Armenante P, A., Computational and experimental study of mixing and chemical reaction in a stirred tank reactor equipped with a down-pumping hydrofoil impeller using a micro-mixing –based CFD model, 10th European Conference on Mixing, Delft, Netherlands. (2000).
View at Publisher | View at Google Scholar - Middleman, S., Fundamental of polymer processing. McGraw-Hill, Inc. (1997).
View at Publisher | View at Google Scholar - Montante, G., Micale, G., Brucato, A., Magelli F., CFD simulation of particle distribution in a multiple impeller high aspect ratio stirred vessel. 10th European Conference on Mixing, Delft, Netherlands. (2000).
View at Publisher | View at Google Scholar - Syrjänen, J., Manninen, M., Detailed CFD prediction of flow around a 45۫ pitched blade turbine. 10th European Conference on Mixing, Delft, Netherlands. (2000).
View at Publisher | View at Google Scholar - Musgrove, M., Ruszkowski, S., Influence of impeller type and agitation conditions on the drop size of immiscible liquid dispersions. 10th European Conference on Mixing, Delft, Netherlands. (2000).
View at Publisher | View at Google Scholar - Taşkin, G., Wei, H., The effect of impeller-to-tank diameter ratio on draw down of solids, Chemical Engineering Science, 58. (2003).
View at Publisher | View at Google Scholar - Ulbrecht, J., Mixing of viscous non-Newtonian liquids. State University of New York. (1998).
View at Publisher | View at Google Scholar - White, S., Polymer Mixing.1st edition, Hanser Publishers. (2001).
View at Publisher | View at Google Scholar - Giuseppina, M., Moštěk, M., Jahoda, M., Mangell, F., CFD simulations and experimental validation of homogenization curves and mixing time in stirred Newtonian and pseudoplastic liquids, Chemical Engineering Science. (2004).
View at Publisher | View at Google Scholar - Pfund, A. H., “Hiding power measurements in theory and practice,” Procedings, American society for testing and materials, Vol. 30, Part II, p. 882. (1930).
View at Publisher | View at Google Scholar
